Aluminium Strip Processing Line Edge Guide Systems
Alcoa Australia completed installation and commissioning of a new Aluminium processing line in 2006. The Cleaning and Cut to Length facility allows Aluminium coils to be processed and recoiled, or to be cut to lengths for subsequent sale as sheet packs.
The unique nature of this line required strip steering and edge guide systems able to operate in several modes of control, and to offer higher levels of control than normal systems provide. CMA provided a complete strip steering solution to Alcoa, as detailed below.
Delayed Sensing, Twin Mandrel Uncoiler Edge Guide.
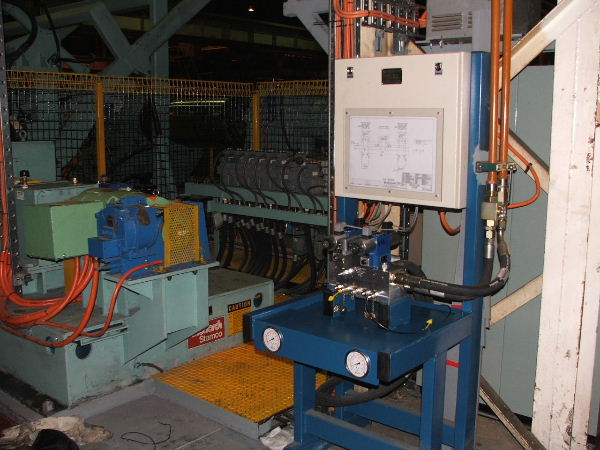
The uncoiler edge guide was made quite challenging as the uncoiler comprises twin stub mandrels, and the mechanical layout is such that fitting in a conventional strip edge sensor in the exit span of strip was almost impossible. CMA was able to provide a single controller and hydraulic valve stand (photo 2) that allows individual control over each mandrel for coil loading, followed by combined servo control for automatic edge guiding when the line operates.
Of particular interest is the delayed sensing control system. Conventional uncoiler edge guides sense the strip edge as it is first unwound from the coil. This allows direct corrections to be made to the uncoiler lateral position. A strip edge sensor was not able to be fitted into this region due to mechanical constraints, so a Line-scan edge sensing camera was fitted further downstream, and a highly innovative control loop provided. The control system acts to position the strip correctly at the downstream position, where accurate strip position is actually required.
Dual Mode Recoiler Edge Guide.
The recoiler edge guide can be operated as a conventional recoiler, or as a steering system in cut sheet mode by controlling the strip alignment via a set of laterally moving pinch rolls. A single controller and hydraulic valve stand is used, along with a single Line scan edge sensing camera for both modes of control (photo 3).
DeviceNet Communications.
Two CMA FATControllers are used to to control the uncoiler and recoiler/ pinch roll steering systems. The FATControllers were programmed to provide a high level of data access, mode control, and parameter changes via DeviceNet links to the plant’s central PLC. For example, the systems can be changed from edge to centre guiding by a mode change and setting of a strip width parameter, both sent from the PLC via DeviceNet. Key control system variables such as strip position, and uncoiler or recoiler position are made available for data logging and for monitoring by plant engineers.